

在灰口铸铁的精密磨削中,了解其材料特性至关重要。灰口铸铁中独特的石墨片状结构,对磨削过程和砂轮寿命都有着显著影响。石墨片的存在使得灰口铸铁在磨削时具有一定的自润滑性,降低了部分磨削力。然而,它也会导致磨削过程中产生不均匀的力分布。据相关研究,有石墨片结构的灰口铸铁在磨削时,与无此结构的材料相比,磨削力波动可能会高出 20% - 30%。这种力的波动不仅会影响加工精度,还会加速砂轮的磨损。就像一个精密的机器,如果其中某个部件受力不均,长期下来肯定会影响整个机器的运行和寿命,砂轮也是如此。
金刚石粒径大小直接影响着磨削的精度和效率。较大粒径的金刚石,如 80 - 100 目,磨削效率高,但表面粗糙度较大,适合粗加工。而较小粒径的金刚石,如 320 - 400 目,能实现更精细的磨削,表面质量更好,常用于精加工。当您对工件的精度要求较高时,选择小粒径金刚石砂轮可以更好地满足需求;如果是大批量的粗加工,大粒径金刚石砂轮则能提高生产效率。
金刚石砂轮的浓度指的是金刚石在工作层中的含量。浓度越高,金刚石颗粒越多,磨削能力越强,但成本也相对较高。一般来说,对于高精度的磨削,建议选择浓度在 100% - 150%的砂轮;而对于一般性的加工,75% - 100%的浓度可能就足够了。就像一场战争,适当增加兵力(金刚石颗粒)可以提高战斗力(磨削能力),但也要考虑资源的合理利用(成本)。
常见的结合剂有树脂结合剂、陶瓷结合剂和金属结合剂等。树脂结合剂砂轮弹性好,自锐性强,适用于复杂形状的磨削;陶瓷结合剂砂轮化学稳定性好,耐用度高,常用于高精度磨削;金属结合剂砂轮强度高,把持力强,适合磨削硬质材料。“选择合适的结合剂就像为金刚石穿上合适的铠甲,让它能在磨削战场中发挥最大的作用。”这是一位磨削专家的观点。

在不同的工况下,选择合适的砂轮配置是实现高效加工的关键。在高精度加工中,如航空航天零部件的磨削,建议使用小粒径、高浓度的陶瓷结合剂金刚石砂轮,以确保高的尺寸精度和表面质量。对于大批量生产,如汽车零部件的磨削,大粒径、中等浓度的树脂结合剂砂轮可以提高生产效率,降低成本。而对于复杂形状的工件磨削,如模具制造,小粒径、中等浓度的金属结合剂砂轮能更好地适应形状变化。
在磨削过程中,可能会遇到一些常见问题,如砂轮磨损异常、表面烧伤和切削力波动等。砂轮磨损不均可能是由于金刚石粒径分布不均匀或结合剂强度不一致导致的。表面烧伤通常是因为磨削热过高,可能是磨削参数设置不合理或砂轮堵塞造成的。切削力波动则可能与工件材料不均匀或砂轮动平衡不佳有关。针对这些问题,我们可以通过优化工艺参数,如调整磨削速度、进给量等,以及定期对砂轮进行修整和平衡来解决。

在某机械制造企业,他们在加工灰口铸铁齿轮时,最初使用的砂轮经常出现磨损不均和表面烧伤问题,导致产品合格率只有 80%。后来,他们根据我们的建议,选用了合适粒径、浓度和结合剂的金刚石砂轮,并优化了工艺参数。经过一段时间的实践,产品合格率提高到了 95%以上,生产效率也提升了 30%。这个案例充分证明了正确选择砂轮和优化工艺的重要性。
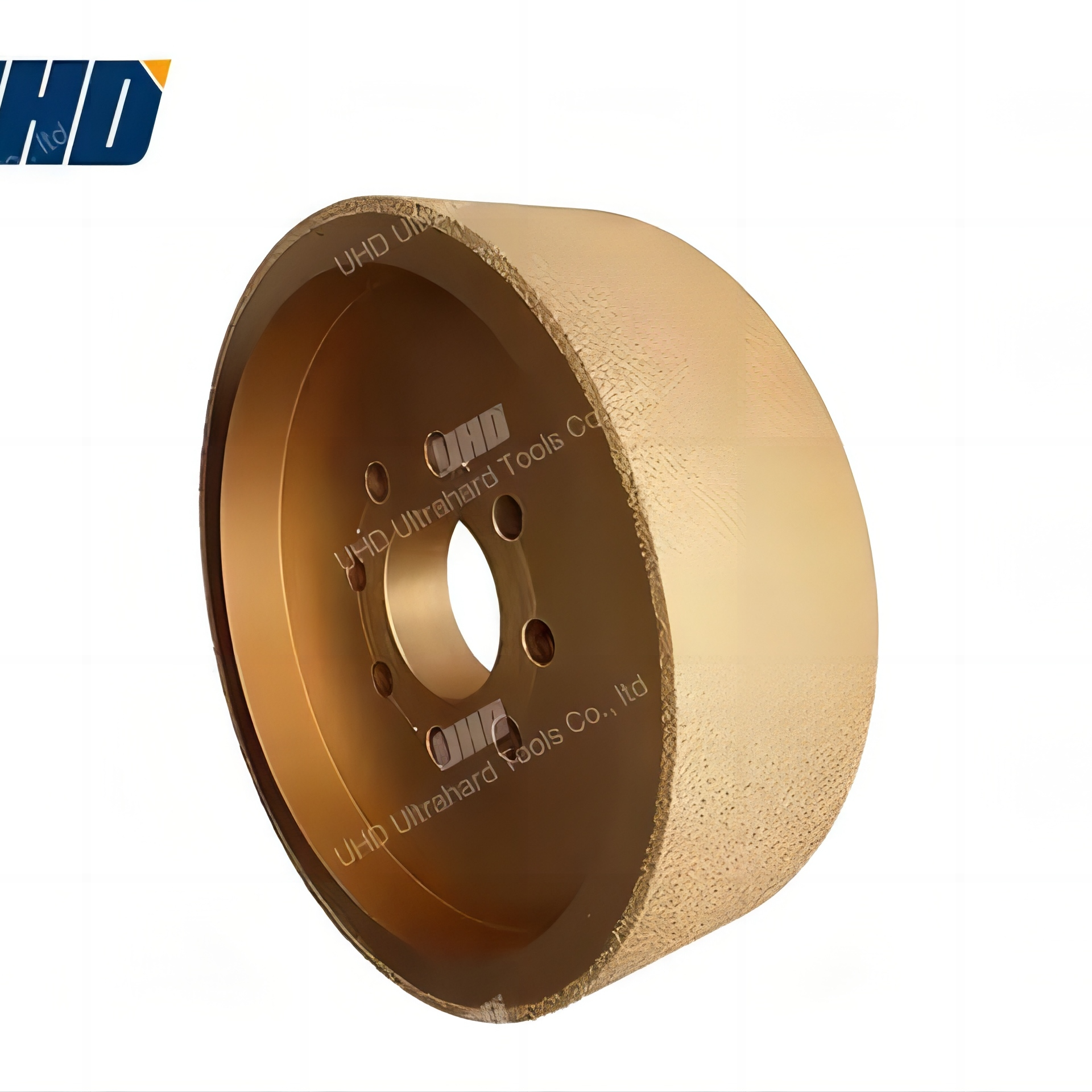
我们河南优德超硬工具有限公司提供定制化的钎焊金刚石砂轮服务。对于非标尺寸和特殊形状的需求,我们有专业的团队和先进的工艺来满足您的要求。无论您是需要独特形状的砂轮用于特殊工件的加工,还是对砂轮的性能有特殊要求,我们都能为您量身定制解决方案。
如果您正在为灰口铸铁精密磨削选择合适的金刚石砂轮而烦恼,或者有定制化的需求,欢迎点击 这里 咨询我们的定制服务,让我们一起提升精密制造的效率和质量!


.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)












