

在现代工业制造中,硬质材料加工一直是个棘手的难题。无论是汽车零部件的精密加工,还是航空航天领域的特种材料处理,选择合适的磨削工具直接关系到生产效率和产品质量。今天,我们将深入探讨一种正在改变行业格局的创新工具——钎焊金刚石砂轮,看看它为何能成为球墨铸铁、灰铁、陶瓷和橡胶等硬质材料加工的首选解决方案。
某汽车发动机零部件制造商的生产总监王先生最近遇到了一个头疼的问题:他们的生产线因砂轮磨损过快,每天需要停机更换砂轮至少3次,每次更换和调试耗时约25分钟。按照该生产线每小时创造8000元价值计算,每天仅更换砂轮就造成约10000元的直接损失,更不用说由此导致的生产计划延误和产品质量波动。
这并非个例。在硬质材料加工行业,砂轮的更换频率和使用寿命一直是影响生产效率的关键因素。传统砂轮往往在磨削过程中出现快速磨损、金刚石颗粒脱落等问题,不仅增加了耗材成本,更严重影响了加工精度和表面质量。
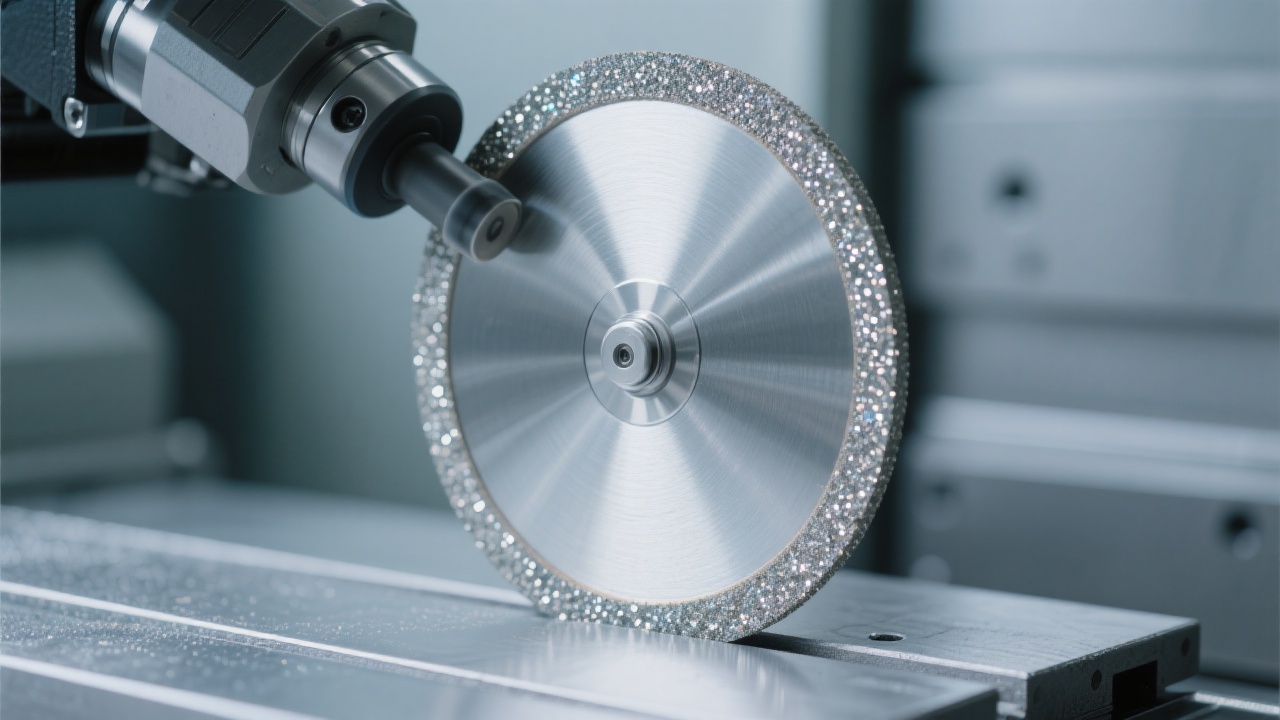
钎焊金刚石砂轮之所以能在硬质材料加工中表现出色,其核心在于独特的真空钎焊布工艺。与传统的电镀或树脂结合方式不同,真空钎焊工艺通过在高温真空环境下,使钎料与金刚石表面和金属基体形成冶金结合,实现了金刚石磨料与基体的高强度连接。
行业测试数据显示:
通过电子显微镜观察,真空钎焊工艺使金刚石与基体的结合强度提升了约280%,远高于传统电镀工艺的物理附着。在相同的磨削条件下,钎焊砂轮的金刚石颗粒脱落率降低了85%以上,有效避免了"脱砂"现象对加工表面的损伤。
这种高强度结合不仅确保了砂轮在高速磨削过程中的稳定性,还能使金刚石磨料保持锋利的切削刃,持续高效地去除材料。某精密模具厂的实际应用表明,采用钎焊金刚石砂轮后,其硬质合金模具的磨削效率提升了40%,同时表面光洁度从Ra1.6μm提升至Ra0.8μm。
在精密加工领域,尺寸精度是衡量砂轮质量的另一重要指标。400系列钎焊金刚石砂轮采用先进的成型技术和严格的质量控制流程,确保了砂轮的几何尺寸精度控制在±0.02mm范围内。这种高精度带来的不仅是加工尺寸的一致性,更是产品质量的稳定性。
某轴承制造商的案例显示,使用400系列砂轮后,其产品的尺寸公差波动范围从原来的±0.05mm缩小到±0.015mm,合格率提升了12%,大大减少了因尺寸超差导致的废品率。同时,由于砂轮磨损均匀,更换周期延长,生产计划的可预测性也显著提高。
传统砂轮在磨削过程中产生的大量粉尘不仅危害操作人员的健康,还会加速设备磨损,增加车间清洁成本。钎焊金刚石砂轮通过优化磨料排列和结合剂配方,实现了独特的粉尘控制机制。
一方面,金刚石磨料的高切削效率减少了单位体积材料磨削产生的粉尘量;另一方面,特殊的砂轮结构设计促进了磨削区域的空气流动,有助于粉尘的收集和排出。实际测试表明,与传统砂轮相比,钎焊金刚石砂轮在相同加工条件下可减少约60%的粉尘排放量。

钎焊金刚石砂轮的卓越性能使其在多种硬质材料加工中都能发挥出色。对于球墨铸铁和灰铁等黑色金属材料,它能快速去除材料同时保持良好的表面质量;在陶瓷加工中,其锋利的切削能力有效避免了传统砂轮容易产生的崩边现象;即使是橡胶这类弹性材料,特殊设计的钎焊砂轮也能实现精确的尺寸控制。
某陶瓷卫浴制造商的实践表明,采用钎焊金刚石砂轮后,其陶瓷产品的磨削效率提升了50%,同时因崩边导致的废品率从15%降至3%以下。而在汽车刹车盘加工中,钎焊砂轮不仅延长了使用寿命,还通过减少更换次数使生产线的有效工作时间增加了约8%。
对于设备操作人员来说,及时发现砂轮性能衰减可以避免加工质量问题和不必要的生产中断。以下是几个实用的判断标准:
当出现上述情况时,建议及时检查砂轮状态,必要时进行修整或更换,以避免影响产品质量和生产效率。

在制造业竞争日益激烈的今天,选择合适的加工工具不仅能提高生产效率,更能在保证产品质量的同时降低综合成本。钎焊金刚石砂轮通过独特的真空钎焊工艺、高精度控制和粉尘减少机制,为硬质材料加工提供了一种高效、稳定、环保的解决方案。无论您是从事汽车制造、航空航天、模具加工还是陶瓷生产,这种创新工具都可能为您的生产带来意想不到的提升。
.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)



.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)













