

Have you ever encountered rapid wear or premature failure of diamond grinding wheels during grey cast iron processing? Modern manufacturing demands tools that not only last longer but also maintain precision under thermal and mechanical stress. Vacuum brazing of diamond wheels offers a game-changing solution by ensuring a robust, high-strength bond between the diamond particles and the steel substrate, significantly enhancing the tool’s lifespan and grinding performance.
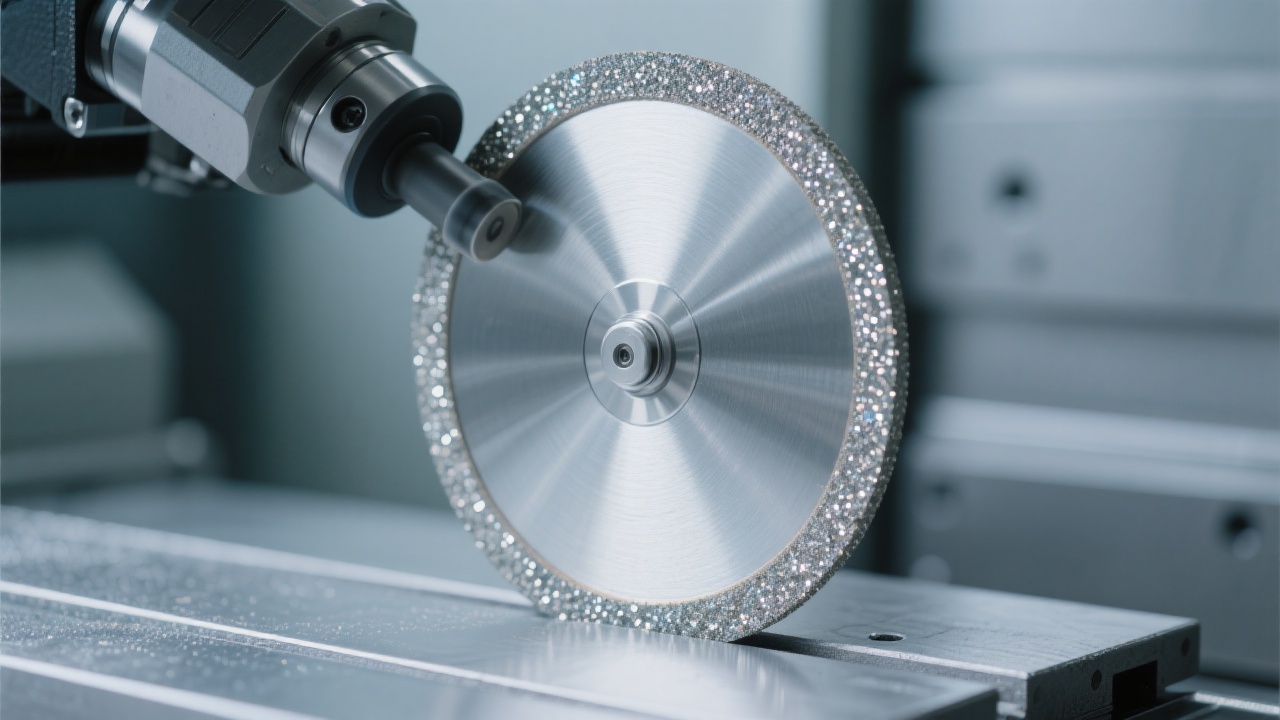
At its core, vacuum brazing utilizes a high-vacuum environment, often under 10-3 Pa, to join the diamond abrasive grains and the metallic wheel base using a specialized brazing filler alloy. This process eliminates oxidation and ensures intimate contact, resulting in bond strengths up to 50% higher compared to conventional methods. The absence of atmospheric contaminants also preserves the diamond’s hardness and crystallographic integrity.
Crucially, this technique enhances the wheel’s resistance to thermal shocks that commonly occur during high-speed grinding of grey cast iron — a material with a thermal conductivity around 35 W/m·K that induces localized heat during machining. Enhanced heat dissipation and stronger bonding minimize abrasive grain loss and wheel degradation, substantially extending service life.
Beyond advanced fabrication, controlling grinding parameters profoundly affects tool life. Industrial testing shows that maintaining the wheel speed between 25-35 m/s coupled with controlled feed rates of 0.02–0.05 mm/rev optimizes cutting forces without overheating the abrasive surface. Implementing minimum quantity lubrication (MQL) or flood cooling reduces thermal load, lowering the risk of bond degradation.
| Parameter | Recommended Range | Impact on Durability |
|---|---|---|
| Grinding Speed | 25-35 m/s | Balances wear and heat generation |
| Feed Rate | 0.02 – 0.05 mm/rev | Controls material removal and prevents wheel overload |
| Cooling Method | MQL or Flood Cooling | Reduces thermal stress, prolongs wheel life |
Proper wheel maintenance can extend grinding tool life by up to 30%. Regular dressing intervals—typically every 5-8 operating hours—preserve sharpness and maintain wheel geometry. Avoiding dry grinding prevents thermal damage while routine cleaning removes embedded debris that can reduce precision. Employing real-time monitoring of vibration or sound emissions also helps anticipate wheel wear before it compromises part quality.
Maintenance Tip: Schedule on-site wheel refurbishment using diamond dressing tools to recover abrasive exposure and optimize cutting efficiency without costly replacements.
Complex grey cast iron components often require non-standard grinding wheels, customized in shapes, sizes, and abrasive configurations. Vacuum brazing facilitates the manufacture of bespoke wheels with intricate profiles—reducing changeover time and minimizing scrap rates. Collaborating with your supplier for parameter-specific designs ensures wheels align perfectly with your process demands, enabling stable production and improved cost-efficiency.
One automotive foundry implemented vacuum brazed diamond wheels in their grey cast iron crankshaft grinding line. They observed an increase in wheel life by 60%, a 25% reduction in machine downtime, and a significant drop in airborne dust due to reduced dressing frequency. Energy consumption per part decreased by 15%, delivering measurable economic and environmental benefits.
Such quality improvements translate directly into your operational KPI enhancements. Are you ready to overcome common grinding challenges with next-generation diamond wheel technology?

With a carefully engineered vacuum brazing process, optimized grinding parameters, and diligent maintenance, your grey cast iron machining can reach unprecedented levels of efficiency.


.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)














