

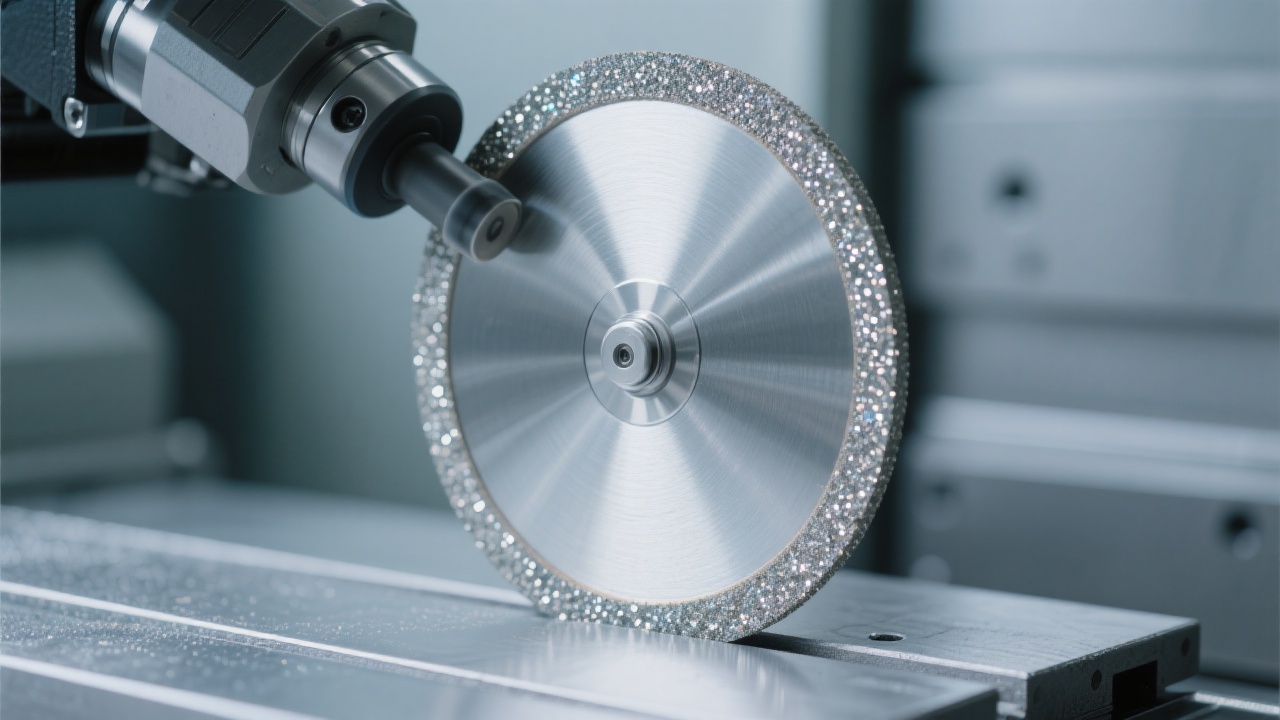
En tant qu'ingénieur en procédés abrasifs chez UHD, j’analyse quotidiennement pourquoi certaines meules diamantées tiennent des milliers de cycles tandis que d’autres échouent prématurément. Le brasage (soudure forte) est souvent la variable décisive. Dans cet article technique je partage des données expérimentales, des diagnostics de modes de défaillance et des recommandations opérationnelles directement applicables en production.
Les deux familles d’alliages sont couramment utilisées : alliages Ag‑Cu (argent‑cuivre) et alliages à base de nickel. Leur comportement diffère sur le plan de la mouillabilité, de la résistance mécanique et de la tenue thermique.
| Propriété | Ag‑Cu | Nickel‑base |
|---|---|---|
| Plage de fusion typique | 650–800 °C | 900–1150 °C |
| Mouillabilité sur diamant/wafer | Bonne avec flux adapté | Excellente après activation (couche réactive) |
| Résistance d’adhésion (mesurée en traction) | ≈45 MPa (valeur typique) | ≈65–75 MPa (valeur typique) |
| Avantage principal | Température moindre, économie énergétique | Haute tenue mécanique et thermique |
En pratique : j’utilise Ag‑Cu pour des applications où la contrainte thermique est modérée (céramiques fragiles) ; pour les opérations à haute température ou forts chocs, le nickel‑base offre une longévité nettement supérieure.
Le préchauffage uniforme réduit les gradients thermiques entre diamant, plate‑forme et alliage. Dans nos essais, un préchauffage à 280 ± 20 °C pendant 10–15 minutes avant montée en température limite les fissurations et favorise une interaction métallo‑chimique contrôlée. Sans préchauffage adapté, on observe :
La vitesse de refroidissement transforme la microstructure et crée des contraintes résiduelles. Dans un protocole comparatif, nous avons mesuré par diffraction X :
Recommandation : adopter un palier de refroidissement contrôlé après solidification pour diminuer la traction sur les grains diamantés.
Au niveau atomique, la qualité d’adhérence dépend de la réaction entre l’apport et la surface du diamant. Des agents réactifs (Ti, Cr en couche mince) favorisent la formation d’une couche d’adhésion carburée. L’absence d’une interface réactive conduit à des défauts classiques :
J’ai supervisé un test en conditions industrielles : deux lots identiques de meules (même diamant, même géométrie) mais brasés différemment :
Conclusion pratique : l’investissement initial en alliage nickel et en cycle thermique contrôlé a réduit les arrêts machine et le coût par unité usinée.

La meilleure meule peut échouer si l’opérateur crée des chocs thermiques (refroidissement à l’eau trop brutal) ou force des passes excessives. Je préconise :
Quel est votre paramètre critique en production ? Avez‑vous déjà testé un cycle de refroidissement contrôlé ? Laissez un commentaire ci‑dessous — je répondrai avec des actions mesurables à tester sur votre ligne.
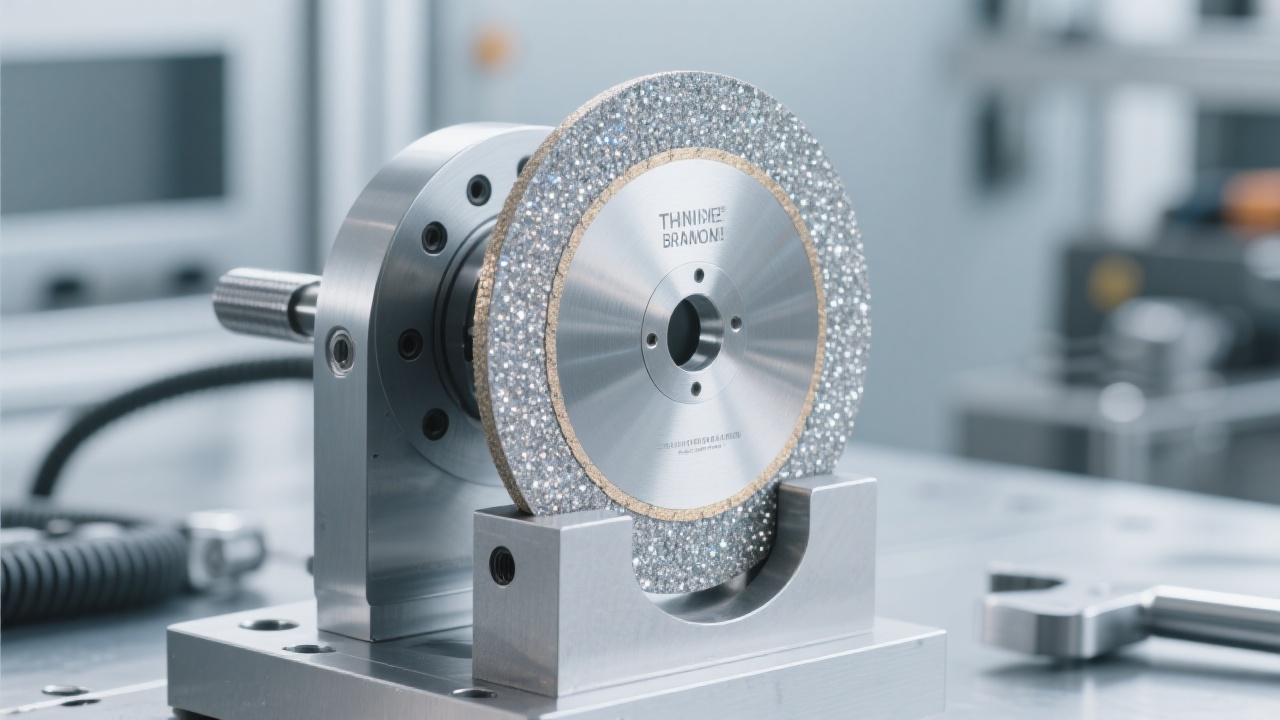
En pratique chez UHD : nous adoptons un procédé de brasage avancé pour garantir que chaque meule diamantée offre une excellente résistance à l’usure et une forte capacité d’absorption des chocs. Nos contrôles en sortie de four incluent test d’arrachement et mesure de contraintes résiduelles par diffraction.
Découvrez nos meules diamantées UHD optimisées par notre procédé de brasage avancéMots‑clés SEO intégrés : brasage meule diamantée, paramètres de brasage, durée de vie meule diamantée, alliage argent‑cuivre, nickel‑base, UHD.


.png?x-oss-process=image/resize,h_1000,m_lfit/format,webp)

















